






Требования к системе управления
- Обеспечить поддержание температуры изделий во время тепловлажностной обработки в интервале 60-80 ⁰С.
- Обеспечить равномерный прогрев ЖБИ.
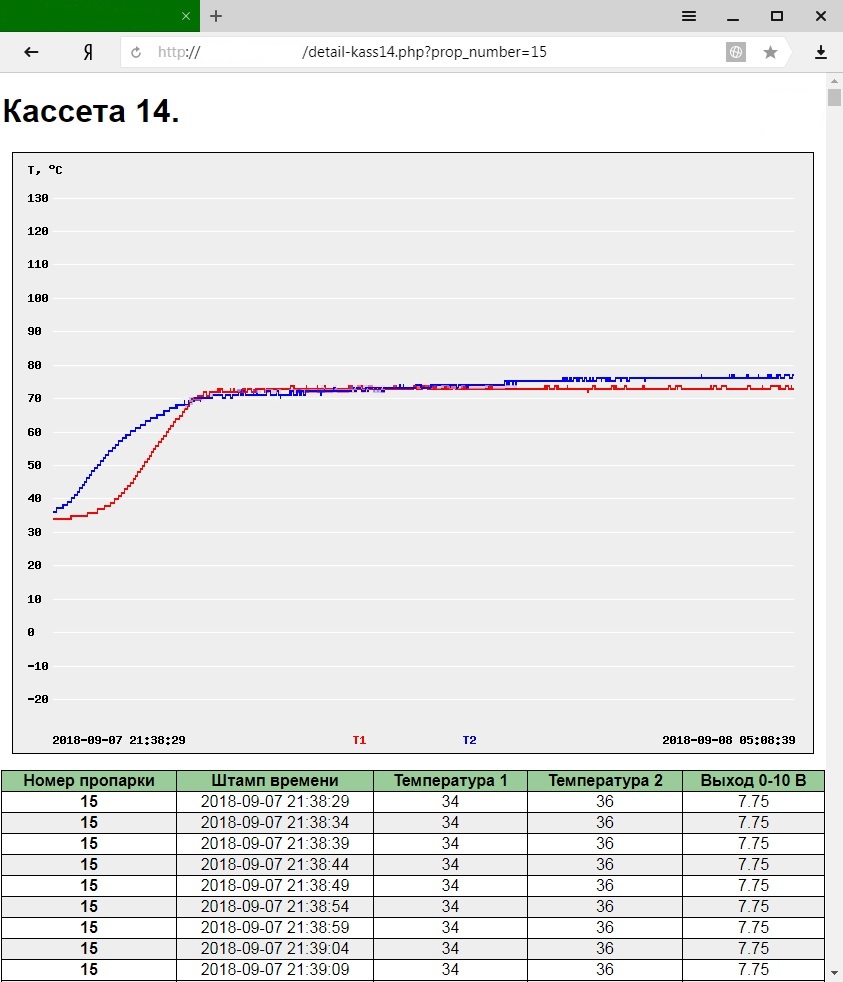
- Обеспечить регистрацию параметров процесса тепловлажностной обработки.
При нормальных условиях (температура 20±3 ⁰С, влажность 95±5 %) бетон набирает марочную прочность в течение 28 суток, а отпускную прочность (70 % от марочной) – за 10-15 суток. Применение тепловлажностной обработки (прогрев при поддержании влажности) позволяет сократить время набора отпускной прочности до 10-16 часов.
Задача автоматизации
Осуществить автоматизацию процесса тепловлажностной обработки железобетонных изделий на основе контроллера ОВЕН ПЛК150. Контроллер должен принимать показания датчиков температуры, обрабатывать их и выдавать управляющий сигнал на привод регулирующего клапана. Подключить контроллер в компьютерную сеть. Разработать программное обеспечение диспетчерского управления, сбора и обработки данных (SCADA).
Реализация проекта
- Сборка шкафа автоматики. Основной прибор шкафа автоматики – ПЛК150. Для индикации значений температуры применен измеритель ОВЕН ТРМ200. Для индикации процента открытия регулирующего клапана применено устройство задания сигнала ОВЕН УЗС1. Для старта и останова процесса тепловлажностной обработки используется одна зеленая кнопка с подсветкой.
- Разработка диспетчерской программы. Разработка базы данных для регистрации параметров процесса тепловлажностной обработки. Разработка интранет-ресурса для предоставления пользователям информации о тепловлажностной обработке в удобном виде.
- Монтаж оборудования (датчиков, регулирующего клапана, шкафа автоматики).



