












Задача автоматизации
Модернизация автоматизированной системы управления немецкой машины выдува BEKUM.
Необходимость модернизации
В начале 2013 года на ОАО «Катуарское» (Московская область, Дмитровский р-н, п. Некрасовский) началось строительство цеха розлива минеральной воды. Руководством предприятия было принято решение о покупке б/у машины выдува ПЭТ-тары немецкой фирмы BEKUM (это основная машина цеха) и сборной линии розлива. Проведением пусконаладочных работ занимался специалист по автоматизированным системам Денис Кучеренко (г. Кропоткин Краснодарского края).
Управление машины BEKUM было основано на контроллере Siemens. При шеф-монтаже машины выяснилось, что автоматика машины не работает. Однако ситуация осложнялась отсутствием понятного описания работы машины и схем. Переговоры с поставщиком машины и изготовителем эффективных результатов не дали, а ремонт их специалистами был оценен в кругленькую сумму. В ходе обсуждения было принято решение по замене контроллера выдувной машины с Simatic S5-115U на контроллер ПЛК110 производства компании ОВЕН. Особенностью проекта было количество обрабатываемых сигналов – около 150 (в том числе аналоговых). Также предъявлялись повышенные требования к быстродействию системы – полный цикл машины (рабочий и обратный ход всех ее механизмов) составляет около 3 с.
Реализация проекта и выбор средств автоматизации
Для достижения максимальной производительности система была собрана на базе двух контроллеров ОВЕН:
— ОВЕН ПЛК110-60 – для управления основными механизмами процесса выдува, где требуется максимальная скорость и точность выполнения логики программы (опрос ответственных датчиков, команды для сервоприводов и клапанов, гидравлики, управление прецизионными пневмоклапанами, контроль критических аварий);
— ОВЕН ПЛК100, отвечающий за периферию (работа загрузчика, механизма выноса готовых бутылок из рабочей зоны, управление интенсивностью накала ламп разогрева преформ (заготовок) в печи, контроль общих параметров машины – температурного режима, некритических по скорости контроля аварийных ситуаций, контроль системы охлаждения, обработка сетевых протоколов, передача данных в ПЛК110-60).
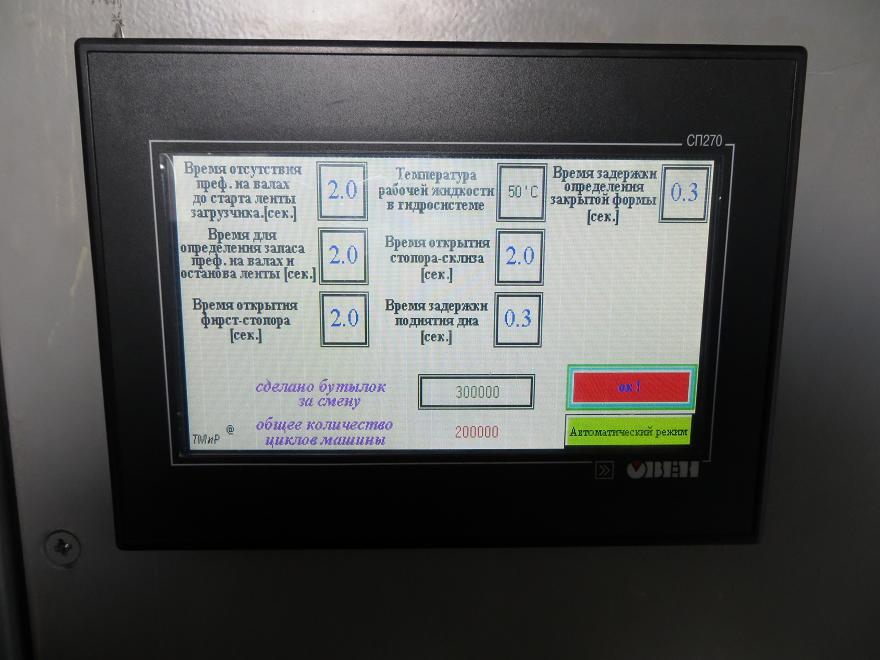
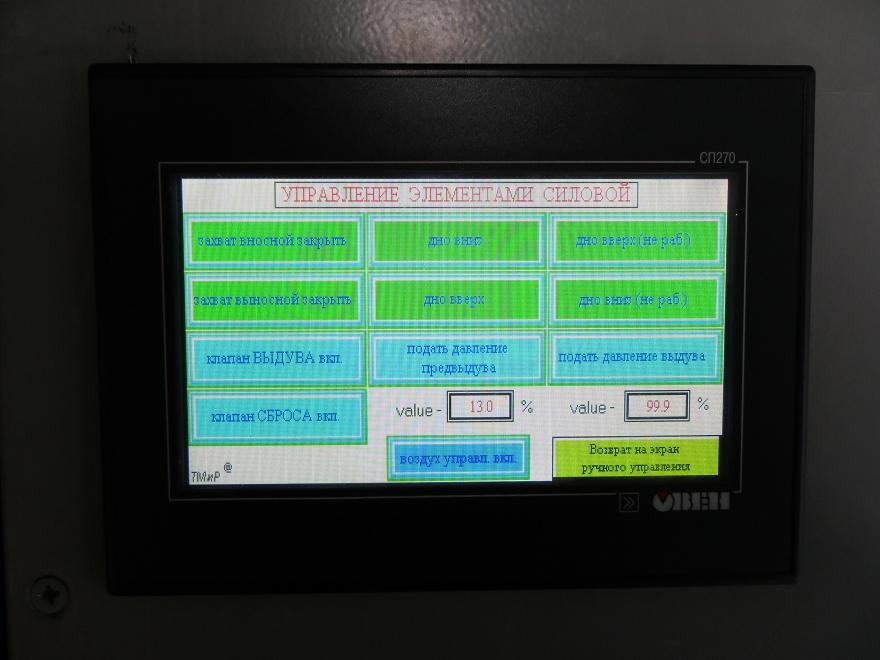
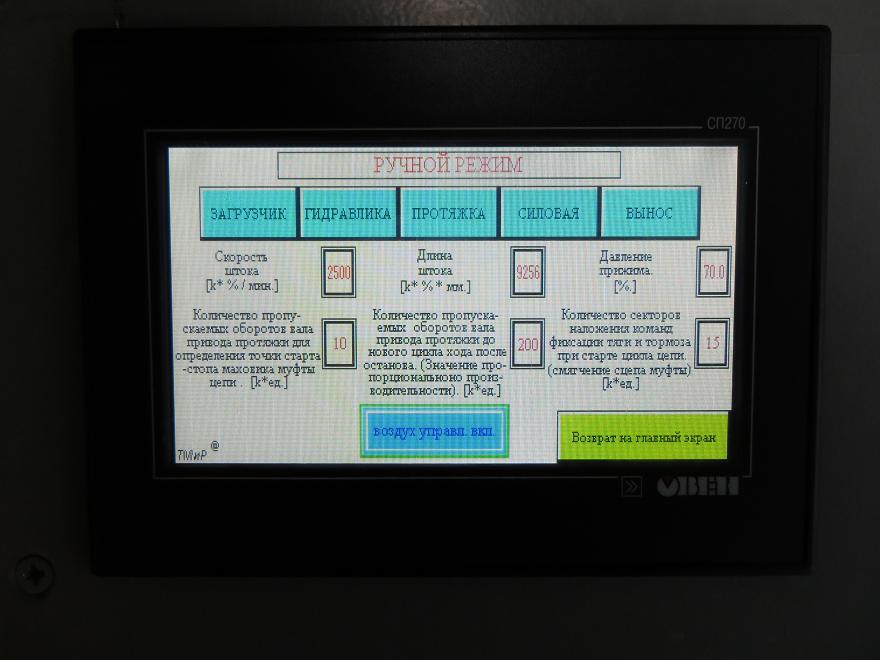
— Для организации человеко-машинного интерфейса использована сенсорная панель оператора ОВЕН СП270.
А также в системе используются два модуля ввода-вывода дискретных сигналов ОВЕН МДВВ, два модуля вывода ОВЕН МУ110-8И и модуль вывода МУ110-16Р.
Результат автоматизации
Система управления на двух контроллерах ОВЕН ПЛК полностью удовлетворяла всем требованиям по быстродействию; производительность машины возросла даже по сравнению с характеристиками новой машины.
Шкаф управления стал более компактным. Новое оборудование занимает 30 % пространства по сравнению со старыми контроллерами.
Интерфейс управления, построенный на базе панели оператора ОВЕН СП270, стал предельно прост и ясен. Алгоритм адаптирован даже для неподготовленного оператора (по принципу: «нажал одну кнопку – получил продукцию») с расширенной самодиагностикой.
Заказчик удовлетворен функционалом машины и надежностью новых контроллеров ОВЕН, для которых даже нестабильность питающей сети не приводит к перезагрузкам в отличие от импортных аналогов, оставшихся на других машинах цеха.
Контроллеры ОВЕН ПЛК110 и ПЛК100 зарекомендовали себя как надежные и устройства.

![ПЛК110 [М02] контроллер для средних систем автоматизации с DI/DO (обновленный)](https://dev.owen-russia.ru/wp-content/uploads/2022/08/plk110-30_m02-300x240.png)
