



Разработана система управления с централизованным сбором и архивацией графиков температур с выводом информации на ПК оператора для 24 пропарочных камер Вяземского завода железобетонных шпал.
Предприятие производит железобетонные изделия. Наиболее значимое звено производства – процесс пропарки. Технологической особенностью этого процесса является точное регулирование температуры в соответствии с установленным графиком: на первом этапе изделия выдерживаются при температуре окружающего воздуха; на втором – осуществляется подъем температуры с постоянной скоростью; на третьем – поддержание температуры изотермии; на четвертом – естественное охлаждение. Весь цикл пропарки длится 16-20 часов.
Реализация проекта и выбор средств автоматизации
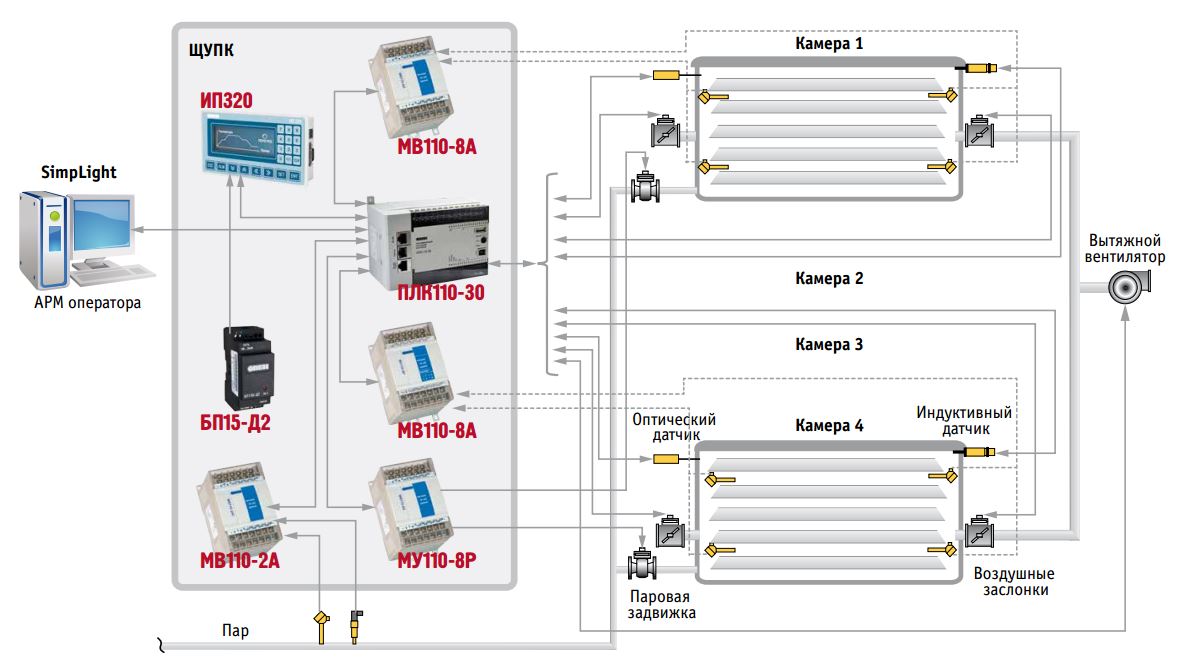
Автоматизация объекта проводилась в два этапа. На первом – был выполнен пробный вариант на одной линии пропарки (8 камер). На втором этапе автоматизированы оставшиеся две линии (16 камер) с учетом выявленных недостатков первого варианта. На первой линии было установлено два шкафа управления пропарочными камерами (ШУПК1 и ШУПК2). В каждом из них в качестве основных органов управления были установлены четыре универсальных двухканальных ПИД-регулятора ОВЕН ТРМ151 – по одному на каждую камеру. Регуляторы подключались к программируемому логическому контроллеру ОВЕН ПЛК110-220.30.Р-М по интерфейсу RS-485. Управление и сбор информации о работе АСУ осуществлялся по сети Ethernet на ПК оператора с установленной SCADA-системой SimpLight.
После пробного запуска системы было выявлено, что функционал ТРМ151 недостаточен. Поэтому на второй и третьей линиях было решено заменить регуляторы ТРМ151 на программируемый логический контроллер ОВЕН ПЛК110 с добавлением модулей аналогового ввода ОВЕН МВ110-224.8А, дискретного вывода ОВЕН МУ110-224.8Р и панели оператора ОВЕН ИП320. После успешного пуска двух линий под управлением контроллера было решено привести к общему виду и первую линию.
Результат автоматизации
Созданная система управляет и контролирует процесс пропарки в автоматическом режиме, поддерживает требуемую температуру, а также исключает случайные запуски из-за недозагруженности камеры. За счет достигнутой стабильности процесса изделия получили гарантированное качество.
В результате внедрения системы удалось добиться значительного сокращения ручного труда, в том числе полностью исключить ручное регулирование паровыми задвижками в течение всего цикла пропарки. Получена существенная экономия ресурсов: система подает в камеры необходимое количество пара – ни больше, ни меньше.
Контроль положения крышки дает возможность оператору вовремя среагировать на случайное открытие. Улучшены условия работы машинистов кранов, особенно в зимнее время, – при завершении последнего этапа вентиляция камеры стала удалять остатки пара, от которого ранее сильно ухудшалась видимость в цеху.
Сбор данных осуществляется централизованно на ПК. Появилась возможность анализа процесса пропарки в архивах SCADA-системы SimpLight.
В настоящее время автоматизированы 24 пропарочные камеры. Дальнейшие работы на оставшихся 40 камерах будут продолжены при возобновлении финансирования.
Подробнее о проекте читайте в журнале «Автоматизация и производство» №2 2015



![ПЛК110 [М02] контроллер для средних систем автоматизации с DI/DO (обновленный)](https://dev.owen-russia.ru/wp-content/uploads/2022/08/plk110-30_m02-300x240.png)
